自由鍛設備主要有空氣錘、蒸汽-空氣錘和水壓機。前兩者主 要用于單件、小批量的中、小型鍛件的生產,水壓機是生產大型鍛 件(最大300t)必不可少的鍛壓設備。
1、空氣錘 自由鍛造生產中、小型鍛件,空氣錘是主要的設備。由于空氣 錘是由電動機驅動的,以空氣作為中間傳動介質,推動錘的落下部 分來進行工作,且不需要外部供應動力,能源易得,所以投資少、 見效快,被中、小型鍛件鍛造生產廠家廣泛采用,不僅用于自由鍛 造、胎模鍛造生產,而且還在模鍛生產中用作配備的制坯設備。
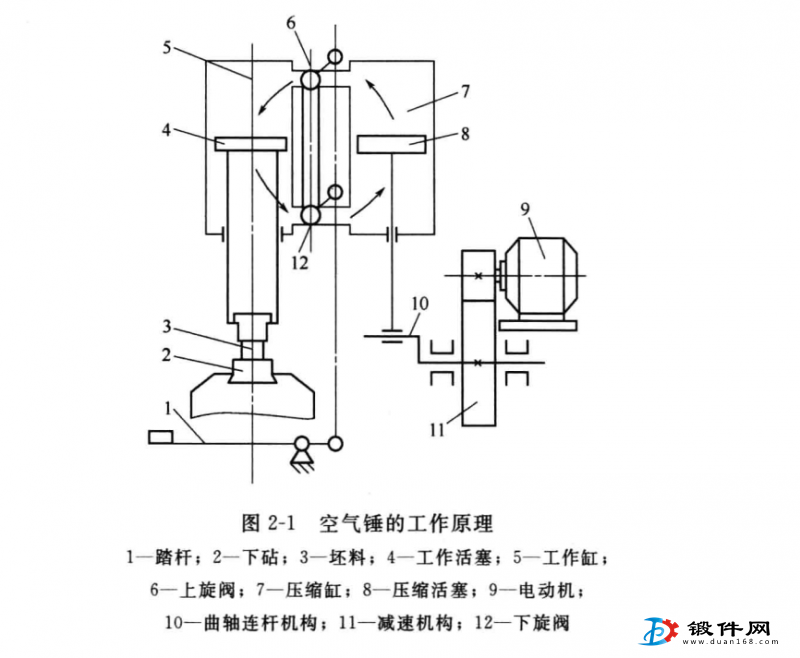
2、空氣錘工作原理 空氣錘由錘身、壓縮缸、工作缸、傳動機構、操縱機構、落下 部分及砧座等部分組成,是由電動機直接驅動的鍛造設備,空氣錘 的噸位大小(打擊能量)是以其落下部分的質量來表示的。其動力 來源方便,安裝費用低,錘擊速度快,每分鐘95-245次,適用于 中、小型鍛件的自由鍛造和胎模鍛造。
當電動機9驅動曲軸連桿機構10轉動,將壓 縮活塞8在壓縮缸7中向上推時,壓縮缸上部空氣通過上旋閥6進 入工作缸,這時在工作缸上部壓縮空氣和錘頭自重的作用下,完成向下運動。當壓縮活塞向下運動時,空氣流動與上述情況相反,錘頭完成向上運動。
3、基本操作過程
接通電源,啟動空氣錘后通過腳踏桿或操縱手柄, 操縱上、下旋閥,可以使空氣錘實現空轉(空行程)、錘頭上懸、 錘頭下壓、連續打擊、單次打擊五種動作。
①空轉(空行程)轉動手柄,上、下旋閥的位置使壓縮缸 的上、下氣道都與大氣連通,壓縮空氣不進入工作缸,而是排入大 氣中,壓縮活塞空轉。電動機和減速機構空轉,鍛錘不工作,錘頭 靠自重停在下砥鐵上。
②錘頭上懸 壓縮缸上部和工作缸上部都經上旋閥6與大氣 相通,壓縮空氣只能經下旋閥進入工作缸的下部,使錘頭上懸,此 目的可便于更換砥鐵,放置坯料、工具,檢査尺寸或進行調整、清 掃等工作。
③錘頭下壓 壓縮缸上部和工作缸下部與大氣相通,壓縮空 氣由壓縮缸的下部經逆止閥及中間通道進入工作缸上部,使錘頭向 下運動壓緊坯料。壓緊工件可進行彎曲、扭轉等操作。
④連續打擊將手柄由上懸位置扳到連續打擊位置,此時壓 縮缸和工作缸都不與大氣相通,壓縮缸將壓縮空氣不斷壓入工作缸 的上、下空腔,推動錘頭上下往復運動,實現連續打擊。
單次打擊 由連續打擊演化出單次打擊。即在連續打擊的 氣流下,手柄迅速返回懸空位置,打一次即停。單打不易掌握,初學者要謹慎對待,手柄稍不到位,單打就會變為連打,此時若翻轉或移動鍛件易出事故。
4、空氣錘的操作規則
空氣錘開錘前的準備主要包括以下步驟。
①檢査上、下砧塊間的楔鐵是否松動,檢查錘頂部兩缸和蓋 及地腳螺栓
②部位的螺釘是否緊固正常。
③檢査各部位潤滑點、油管、液壓泵的工作狀況是否正常。
④開錘前應檢查手柄是否放在空程位置,只有放在空程位置 才能啟動電動機。
⑤如室溫低于10C時,必須將砧塊、工具等進行預熱。
5、開錘生產中注意事項
①生產前,必須開錘空運轉5?lOmin,若發現有不正常的聲音或其他毛病時,則立即停錘檢修。
②工作時,要避免偏心鍛造,不允許打冷鐵及低于終鍛溫度 以下的鍛件。
③不準猛烈“冷”擊上、下砧塊,不允許鍛打較薄的低溫 材料。
④生產過程中,夾持鍛件必須放正,不宜偏擊,并且隨時打 掃砧上的氧化皮。
6、鍛造空氣錘停錘生產后注意事項主要包括以下步驟。
①停錘后,必須將操作手柄放在空程位置,并在上、下砧塊 間墊上墊鐵,使之冷卻。
②清除砧上及周圍的氧化皮,擦拭錘桿上的油污,滑動表面要涂油防銹。
③清掃工作場地,將工具按規定放置。






