編制成組工藝規(guī)程.必須從下列基本原則出發(fā):
1.所采用的工序順序或工步順序應(yīng)保證鍛件組內(nèi)任一鍛件都能達(dá)到圖紙規(guī)定的技術(shù)要求.
2.所采用夾具和配置的刀具應(yīng)當(dāng)是用于加工調(diào)整組內(nèi)任何鍛件所共用的夾具和共用的刀具,以便在加工本組鍛件期間,裝在機(jī)床上的主要工藝裝備固定于機(jī)床上,直至全部鍛件產(chǎn)品加工完畢.
3.從一種鍛件改換為同組內(nèi)另一種鍛件的加工時.應(yīng)使機(jī)床、夾具及刀具的調(diào)整簡單,迅速,工作量少。
4.采用的加工設(shè)備及工藝裝備必須是離生產(chǎn)串及使用合理的,對采用企業(yè)原有效率,不高的設(shè)備時,應(yīng)根據(jù)成組工藝規(guī)程的要求,進(jìn)行必要的改裝。

5.編制的成組工藝規(guī)程,應(yīng)使同一鍛件的全部零件有統(tǒng)一的工藝路線,固定的操作規(guī)程,從一種鍛件的加工轉(zhuǎn)為加工組內(nèi)任一其他零件時,只需進(jìn)行夾具,固定尺寸的刀具、切削規(guī)范以及定位擋塊的小調(diào)整.
鍛件通過分組,編制成組工藝規(guī)程、負(fù)荷計算及零件組調(diào)整后,對負(fù)荷合理的工序可歸并于有關(guān)機(jī)床的成組 調(diào)整組串,進(jìn)行該工序的加工;對負(fù)荷太低的工序,仍應(yīng)在加工組里完成,但屬于單獨(dú)加工,待以后有新鍛件歸并進(jìn)來時,一起研究其形成一個新的成組調(diào)整組的可能性.
編制成組工藝規(guī)程分兩個階段進(jìn)行,即成組工藝規(guī)程初步方案的擬定和成組工藝規(guī)程的制訂,而成組工藝規(guī)程方案的擬定又有兩種方法,綜合鍛件法和綜合路線法。
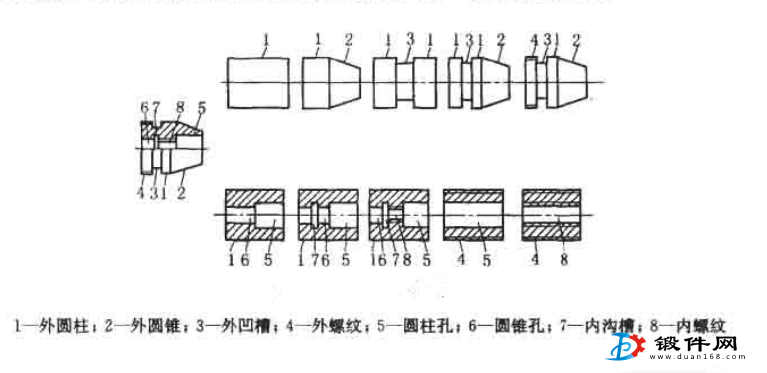
所謂綜合鍛件是由許多基本表面要素組成,如回轉(zhuǎn)零件有內(nèi)、外圓柱面、內(nèi)外圓錐面,內(nèi)外槽.內(nèi)外蠓紋、倒棱等.它必須包含本組內(nèi)零件所具有的全部幾何要素,這樣,按綜合鍛件編制的工藝規(guī)程。就可包括制造組內(nèi)任一鍛件的工藝規(guī)程。當(dāng)加工一種零件轉(zhuǎn)為加工組內(nèi)另一種零件時,只進(jìn)行設(shè)備、夾具和刀具的小兩整。綜合零件可以是零件組的實(shí)際零件,也可以是靠人工綜合的假想零件。圖中是綜合鍛件舉例。