鍛造用鋼
自由鍛造所用的原材料有鋼錠和鋼坯兩種類型;由于鋼坯也是由鋼錠軋、鍛而成的,所以鋼錠是最基本的鍛造用材,它的質量優劣直接關系到鍛件質量的好壞。
鋼的冶煉方法
應用較普通的冶煉方法有:
(1)堿性平爐法,是以堿性爐渣來煉鋼的,它能大量去除鋼液中的硫、磷,但氫含量較高。
(2)酸性平爐法,是以酸性爐渣來煉鋼的.它不能去除鋼中的硫、磷,所以對煉鋼原料要求經過精選, 因而成本較高,但鋼中氫含最較低。
(3)堿性電爐法,是靠髙溫電弧進行冶煉加熱的。鋼液中的非金屬夾雜物大為減少,硫、磷含量也較小.但氫氣含量仍然較高。
為了提高鋼的質量,國內外還應用了真空熔煉、電渣重熔等新的冶煉技術,以更有效地減少鋼中的有害氣體和物質。
鋼錠的型式、組織與缺陷
(1)鋼錠的形狀、尺寸和型式
鋼錠的形狀通常是截頭錐體,上端較大,下端較小,其橫截面的形狀有方形、圓形、扁方形和多角形(8角、12角、24角)等,見圖。因此,決定鋼錠形狀和尺寸的因素有錐度,高徑比和截面形狀。
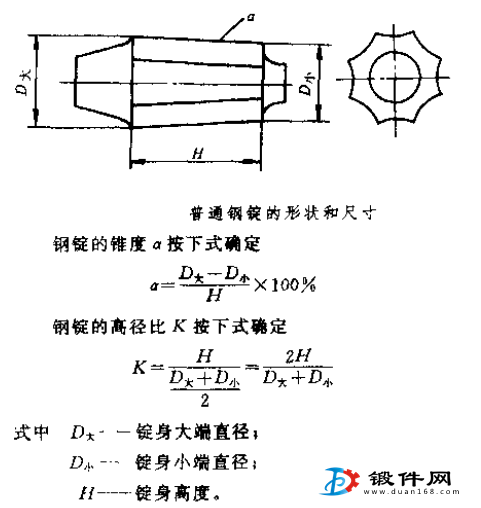
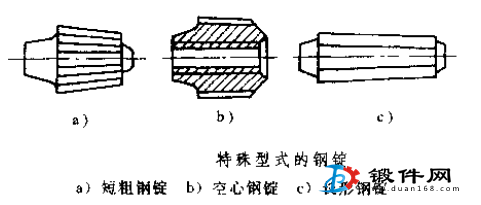
鋼錠的型式有普通和特殊型兩大類型。普通型式的鋼錠,是供一般鍛件用的,其錐度a為4%左右,髙徑比K約為1.8?2.3,冒口的比例約占17%。特殊型式的鋼錠如圖,是供重要或特殊形狀鍛件用的。其中,短粗鋼錠的錐度a為高徑比尺為11%-12%,高徑比K為1.5左右,冒扣的比例占20%-24%,這種形式的鋼錠結晶質;量高,缺陷少,供重要的大型鍛件用作壞料;空心鋼錠則只能用作大型空心鍛件的坯料,以減小頭部和心部的切料損失,其重量為7?145t此外也可用作薄壁軋管的坯料;長形鋼錠的錐度a為5%左右,髙徑比K為4左右。這種型式的鋼錠主要供大型長軸類鍛件用作坯料。
(2)鋼錠的組織
不論鋼錠的形狀、尺才和重量有多大的差異,它們都是由冒口、錠身和底部組成的,如圖所示。從鋼錠的縱、橫剖面可以觀察到鋼錠各部分的內部組織結構情況。
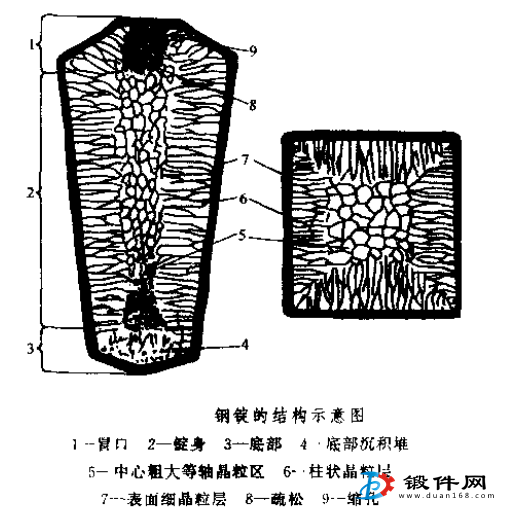
1)冒口。是鋼液向固態轉變過程中最后凝固的部分,凝固時已無鋼液補充體積的收縮,因而在此處形成縮孔及其周圍的疏松區。此外,低熔點的非金屬雜質等也都集中冷凝在這里。所以,冒口是鋼錠組織缺陷最嚴重,質量最差的部分。
2)錠身。是通常用于鍛造的部分,其內部表現出三層結晶結構:表面為細晶粒層,它是由高溫鋼液接觸冷鋼錠模壁時急冷而形成的;表面以下為柱狀晶粒層,它是由于此處的結晶比較緩慢,散熱時熱量均沿垂直于鋼錠模壁的方向傳播,因而導致晶粒定向成長的結果:中心部分為粗大的等軸晶粒區,這是由于中心區域均勻緩冷時、敢熱方向已不明顯,因而導致晶粒朝各個方位等速成長的結果。
3)底部是鋼液接觸錠模的部分,也是中心部分凝固過程中大量雜質(爐渣及重金屬等)沉積的部分,因而形成帶沉積堆的細晶組織區。
鋼錠的冒口和底部都需在鍛造過程中予以切除。
(3)鋼錠的缺陷
由于鋼錠的形成過程,導致它出現某些必然的缺陷,這些缺陷是:
1)縮孔及疏松。是鋼液最后凝固部分體積收縮時所產生的。它的產生雖不可避免,但對其出現部位可進行適當控制。澆注鋼錠時在錠模的頂部加保溫帽,以便造成個緩慢冷卻和最后凝固的區域,使縮孔和疏松都集中在區內,以便于在鍛造時隨冒口一起切除。
2)偏析。是指鋼錠中各部分化學成分的不均勻性,有樹枝偏析和區域偏析兩種。
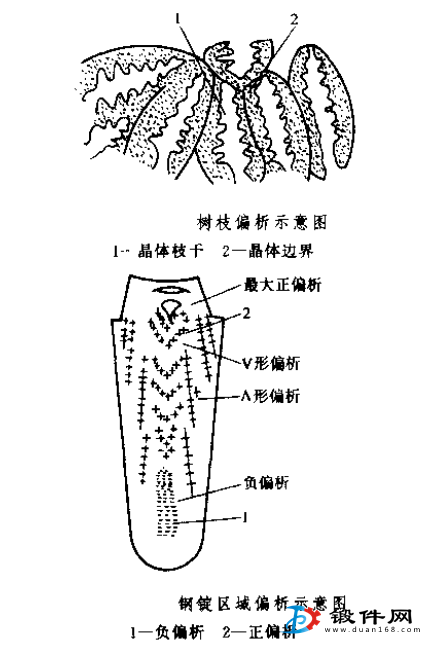
①樹枝偏析。由于金屬結晶多以樹枝生長方式進行的,即先形成晶核,然后長出枝干,在枝干長大的同時,又在其上長出新的枝干。如此下去,直到相鄰的樹枝狀枝干相遇為止。這便是樹枝結晶,如圖所示。然而,先凝固的枝干部分,成分較純,雜質較少;而后凝固的枝間部分則雜質較多。先凝固的晶體雜質較少,而后凝固的晶體邊界則雜質較多,如圖中,由于各種合金元素及雜質的這種選擇性結晶,因而在枝干、枝間及晶粒邊界造成了化學成分的不均勻性,這種晶粒范圍內的成分不均勻性稱為樹枝偏析。

樹枝偏析可以通過鍛造、再結晶、高溫擴散和鍛后熱處理得到消除。
②區域偏析。是指鋼錠各個部位化學成分的不均勻現象。這種區域性的偏析是由于結晶有先后,初生晶體、鋼液、雜質的密度不同,凝固過程中,氣體的析出和 上升等原因造成的。按成分的差異狀況,它可分為正偏析和負偏析,正偏析是指雜質及合金元素高于鋼錠平均成分的偏析,低于平均成分的偏析稱為負偏析。按部位來分,則有V形偏析區、A(倒V)形偏析區和正、負偏析區,如圖所示。倒V形偏析區是由于低熔點雜質被柱狀晶粒棑擠并隨氣體上浮而形成的,成分上屬于正偏析,其中硫和磷的含量很高,同時還存在大量的顯微孔隙和疏松。V形偏析是由于結晶時初生晶體下沉、鋼液由冒口處補縮形成的。由于凝固最晚,因而含有更多的硫化物夾雜和疏松,也屬正偏析。負偏析區分布在鋼錠的下部。由于初生晶體下沉,其合金元素和雜質的含量都低于鋼錠的平均成分。且含有很多熔點較高的氧化物夾雜。
一般,鋼錠頭部和心部的偏析較鋼錠下部和外部的偏析嚴重;而且重量和體積越大和合金元素含量越多時,偏析現象也就越嚴重。
區域偏析只能通過鍛造來減輕其影響。如將雜質分散,將孔隙和疏松鍛合等,對于大直徑鋼錠,還必須采取一些特殊的工藝措施才能保證鍛件的質量。
3)夾雜。是指不溶解于金屬基體的非金屬化合物。常見的夾雜有硫化物、氧化物和硅酸鹽等。實際上,夾雜有兩類:一類是冶煉和澆注時的化學反應物;而另一類則是冶煉和澆注過程中被帶入的。
鋼錠中的夾雜分布也是不均勻的,在V形和倒V形偏析區內都有很多夾雜,尤以鋼錠心部最為集中。危害性的粗大夾雜物主要分布在鋼錠底部的負偏析區。
鋼錠中夾雜物的存在,破壞了金屬基體的連續性,因而也降低了鋼錠的可鍛性。鍛造不可以消除鋼中的夾雜,但是,通過合理的鍛造工藝可以破碎粗大的夾雜,并使之分散分布,以達到改善鋼的力學性能的目的。
4)氣體。鋼液中溶解有很多氣體,在凝固過程中會有大量氣體析出,但總有一些氣體會殘留在鋼錠內或皮下形成氣泡。鋼錠內部的氣泡可以通過鍛造予以鍛合,但皮下氣泡卻常常容易引起裂紋。
在鋼錠中常見的殘留氣體有氧、氮、氧等,其中氧和氮最終以氧化物和氮化物夾雜存在于鋼錠中,而氫會引起鋼的“氧跪”現象,是鋼中危害性的氣體。
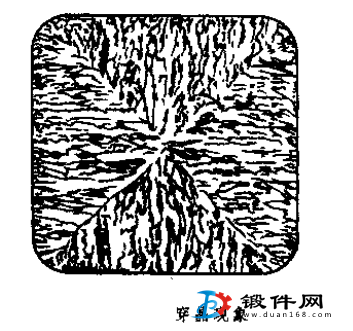
5)穿晶。是指某些情況下,鋼錠截面上幾乎全部布滿柱狀結晶的現象,如圖所示。出現這種現象的原因是澆注鋼水的溫度較高、鋼錠冷卻速度較大時。鑄錠中的柱狀晶粒層得以充分發展的結果。這種結晶結構易在柱狀晶粒的交界處聚集易熔的夾雜,鍛造時容易沿著這些部位發生破裂。多角形截面的鋼錠較導避免出現“穿晶”。
6)表面裂紋。澆注工藝和鋼錠模的設計制造不當時,都會造成鋼錠表面產生裂紋,鋼錠鍛造前應徹底清除表面裂紋,否則,裂紋會在鍛造過程中向鋼錠內部引伸而導致鋼錠報廢。
7)濺疤。用上注法澆注鋼錠時,鋼液沖擊錠模底部而飛濺起來的液珠粘附在模壁上而先行冷卻凝固,它與隨后充滿的鋼液不能再熔為一體,而在冷卻的鋼錠表面形成濺疤。鋼錠鍛造前,這些濺疤必須鏟除,否則會在鍛件上形成嚴重的夾層。
鋼坯及其缺陷
(1)鋼坯
是對鋼錠進行第-次壓力加工(鍛或軋)而得到的中間坯料。經鍛造而成的鋼坯叫做鍛坯:經軋制而成的鋼坯叫做軋坯。鍛坯應用得最多的是方鋼和圓鋼。軋坯的品種較多、熱鍛中應用較多的是熱軋圓鋼和方鋼。
(2)鋼坯缺陷
鋼錠開坯后所得到的鋼坯,使鋼錠中的缺陷情況產生了某些變化,有的有所改善,有的得到消除,有的則是開坯過程中產生的新缺陷。一般鋼坯的主要缺陷有:
1)傷痕、折疊和結疤。傷痕是鋼坯表面上深約0.2?0.3mm的擦傷細痕是開壞過程中產生的,折疊一般多出現在直徑的兩端,方向相反,深度普遍大于0.5mm。如果鋼壞的傷痕深度較大、折疊又嚴重,則在繼續鍛造前都必須迸行清除。結疤是鋼錠上未清除掉的濺疤經開坯后在表面上形成的可剝落的金屬層,厚約1.5mm繼續鍛造前也須清除掉。
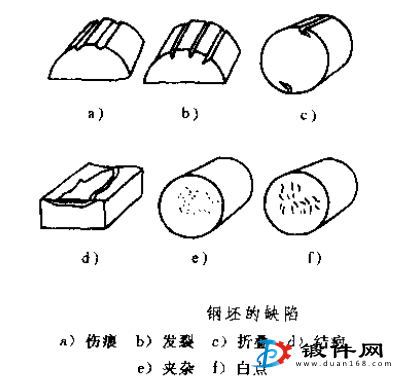
2)發裂。是鋼坯上深度為0.5?1.5mm的發狀裂紋。它是由鋼錠的皮下氣泡沿變形方向被拉長而形成的。碳含量或合金元素含量較高的鋼坯如果有發裂、便會在鍛前加熱過程中因溫度急變時使發裂擴展,甚至導致鋼坯報廢。因此,鋼坯上的發裂缺陷必須在加熱和鍛造前得到徹底清除。
3)夾雜和疏松。鋼坯中的夾雜來源于鋼錠中的夾雜,繼續鍛造時易導致裂紋和發裂。鋼坯中的疏松也源于鋼錠中的琉松,由于開坯工藝不當,在鋼坯截面上集聚或分散分布一些小的孔洞。
4)殘余縮孔。由于鋼錠冒口切除不夠,而在鋼坯上殘留下來的缺陷。
5)白點。對于一些白點敏感性鋼(如40CrNi、35CrMo等),當開坯后的斷面尺寸較大且冷卻過快時,鋼中殘留氫氣不能排除而產生應力的作用結果,在鋼坯橫斷面上呈現細小的裂紋而在縱剖面上表現為銀白色的小斑點。白點會明顯降低鋼的塑性和沖擊韌度。






