鍛件分類的方法很多,其目的各不相同。在鍛件和鍛壓工藝過程設(shè)計中,常用的分類方法有以下幾種。
1、按基本工藝分類按制造鍛件的基本工藝的不同,通常將鍛件分為自由鍛件、胎模鍛件、模鍛件和特種鍛件四大類。
自由鍛件是在自由鍛設(shè)備(錘或水壓機〉上借助簡單的通用工具,并主要依靠手工操作獲得的鍛件。僅借助通用工具直
接依靠手工操作成形的鍛件稱為手工自由鍛件,但此類鍛件在機械制造業(yè)中很少采用。自由鍛件通常均為大型鍛件或模鍛用
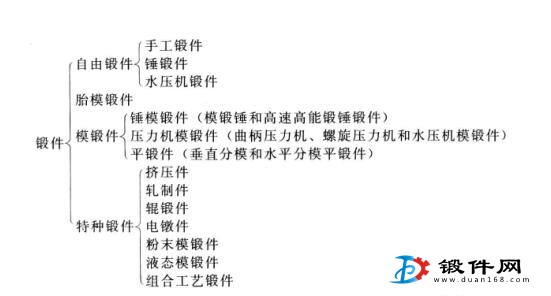
胎模鍛件是在自由鍛設(shè)備上借助具有簡單型槽的胎模使毛坯成形的鍛件。
模鍛件是完全在鍛模型槽中進行鍛壓成形的鍛件。
特種鍛件是在專用設(shè)備上成形的模鍛件。它有局部加壓順序成 形的鍛件、純擠壓成形的鍛件、加熱與成形一體化的鍛件和采用特 殊原材料(粉末狀、液態(tài))成形的鍛件等。
這種分類法的優(yōu)點在于從鍛件的名稱中便可對其制造的基本工 藝有直觀的了解,所以已廣泛用于鍛壓專業(yè)和機械制造行業(yè)。
2、按鍛件的程度分類鍛件按其與零件形狀的接近程度和本身尺寸精度可分為:粗模鍛件、普通模鍛件、半精鍛件和精密鍛件四類。這種分類法一般僅適用于模鍛件。
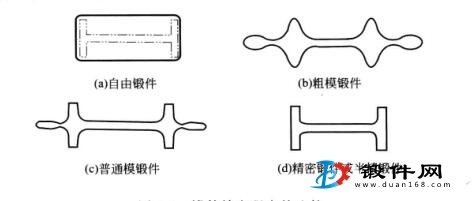
①粗模鍛件:外形與零件粗略相近,加工余量大、尺寸大于 7°的鍛件。它的表面需全部進行機械加工,多數(shù)部位要進行兩次粗加工才能開始精加工,材料利用率(零件與鍛件的重量比)一般不 高于20%,甚至只有5%?10%。
②普通模鍛件:形狀與零件基本相近,全部或大部分表面覆蓋有比模鍛件小得多的加工余量,非加工表面可以鍛出圓角半徑,模鍛斜度均符合標準規(guī)定,其尺寸公差均為大多數(shù)鍛壓設(shè)備及工藝 所能達到的,它的材料利用率約為20%?30%。
③半精鍛件:它是指小余量鍛件或較高精度的鍛件。它的形狀基本與零件的相同,轉(zhuǎn)接半徑較小,模鍛斜度為1°-5°需進行機械加工的表面不超過50%。加工表面的余量很小,鍛件重量約為零件重量的1.2?1.7倍。
④精密鍛件:它是一種采用先進工藝和精密模具鍛壓而成的鍛件。其大部分表面不進行機械加工,轉(zhuǎn)接圓角半徑很小,模鍛斜度可達0°?3°。表面粗糙度不大于尺Ra5,甚至可達尺Ra2.5,尺寸公 差可達到機械加工自由公差的水平。精密鍛件的表面應(yīng)無氧化、脫碳或元素貧化,流線分布完全滿足零件的要求。






