車輪鍛件的車削應用,在車床上使用不同的車刀或其他刀具。如內外圓柱面、內外可以加工各種回轉表面,如圓錐面、螺紋、溝槽、端面和成形面等。加工精度可達IT8~IT7,外表粗糙度Ra值為1.6~0.8m,精細車的尺寸公差等級可達IT6~IT5,表面粗糙度Ra值為0.4~0.1μm。車削常用來加工單一軸線的零件,還可以加工多軸線的零件(如曲軸、偏心軸等)或盤形凸輪,只需將刀具位置或將車床適當改裝。
1、車輪鍛件的車外圓
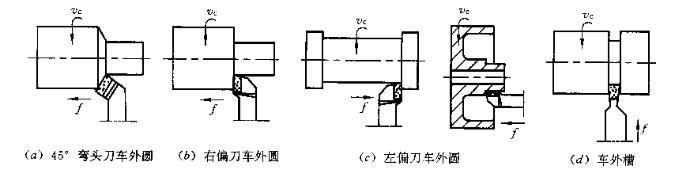
左偏刀主要用于需要從左向右進給車削右邊有直角軸肩的外圓以及右偏刀無法車削的外圓。
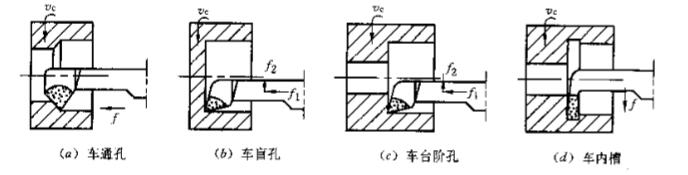
2、車輪鍛件的車孔
車輪鍛件的車孔是用車削方法擴大工件的孔或加工空心工件的內表面。車盲孔和臺階孔時,車刀先縱向進給,當車到孔的根部時再橫向從外向中心進給車端面或臺階端面。
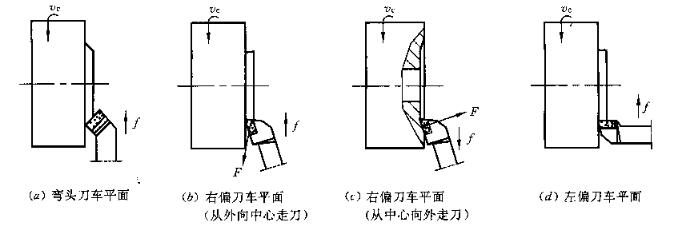
3、車輪鍛件的車端面
車平面主要是車端面。圖(a)是用彎頭刀車平面,可采用較大背吃刀量,切削順利,表面光潔,大小平面均可切削;圖(b)是90°右偏刀從外向中心進給車平面,適宜車削尺寸較小的平面或一般的臺肩端面;圖(c)是90°右偏刀從中心向外進給車平面,適宜車削中心帶孔的端面或一般的臺肩端面;圖(d)是左偏刀車平面,刀頭強度較好,適宜車削較大平面,尤其是鑄鍛件的大平面。
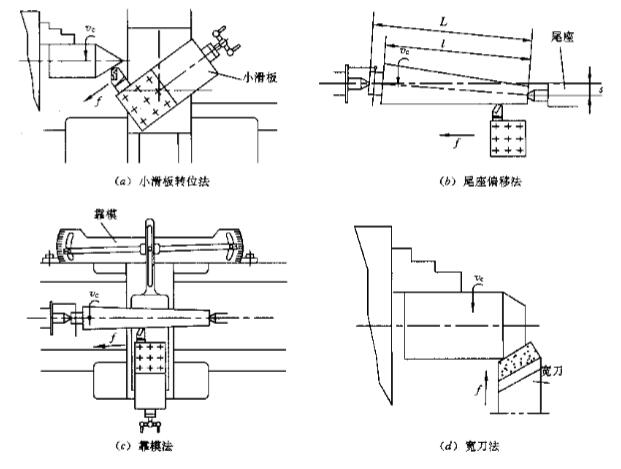
4、車輪鍛件的車錐面
錐面可看作是內外圓的一種特殊形式。內錐面具有配合緊密、拆卸方便、多次拆卸后仍能保持準確對中的特點,廣泛用于要求對中準確和需要經常拆卸的配合件上。常用的標準圓錐有莫氏圓錐、米制圓錐和專用圓錐三種。
車錐面的方法:
(1)小滑板轉位法:主要用于單件小批生產中精度較低和長度較短(≤ 100mm)的內錐面。
(2)尾座偏移法:用于單件或成批生產中軸類零件上較長的外錐面。
(3)靠模法:用于成批和大量生產中較長的內外錐面。
(4)寬刀法:用于成批和大量生產中較短(≤ 20mm)的內外錐面。
轉載至http://www.dzlun.com/news/industry/386.html






